

New Fashion Design for Gold Casting The Machine - Tunnel Type Gold Ingot Vacuum Casting System – Hasung
New Fashion Design for Gold Casting The Machine - Tunnel Type Gold Ingot Vacuum Casting System – Hasung Detail:
A Logical Solution
In the past years, the market of investment precious metals has become more and more demanding: nowadays an ingot must have the same aesthetic properties of a jewel.
Using the machines available on the market prior to the launch of HS-VF260, one could manufacture products of reasonable quality, but it was difficult for operators to manage them. As a matter of fact, calibration of work parameters and ordinary maintenance were almost exclusively limited to highly-specialized staff.
The launch of HS-VF260 revolutionized the field: companies all over the world were supplied with tailored tunnel furnaces, scalable according to production types (ingot from 1 ounce, up to 400 ounces or 1000 ounces), whose maintenance was accessible.
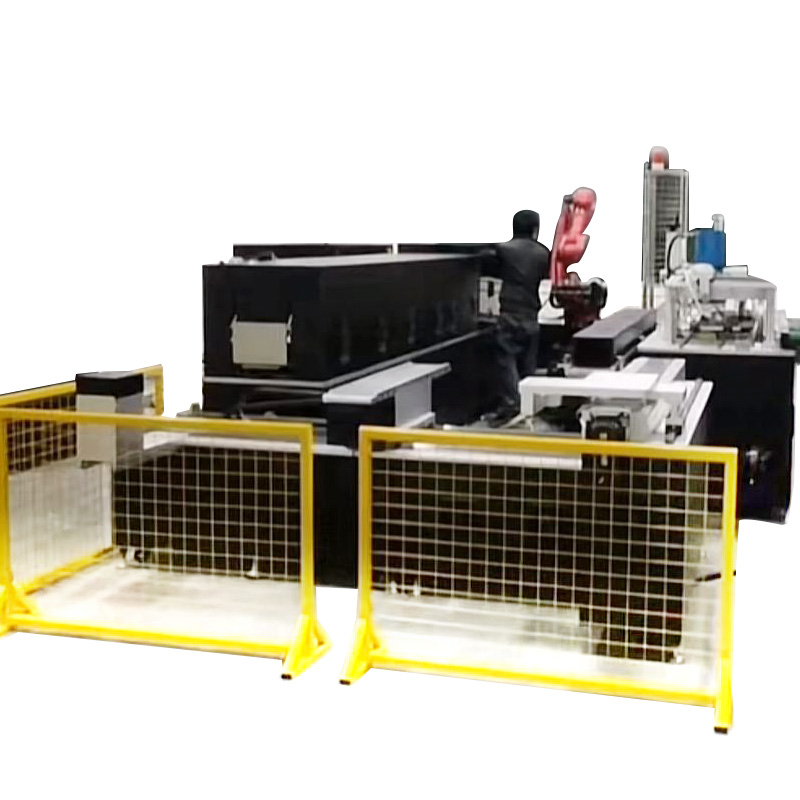
The only solution was designing an induction tunnel furnace with an easy and user-friendly interface (HMI touch screen), that could be even completely disassembled with just one wrench.
Critical Issues And Disadvantages Of The Traditional System
The furnace is in the open air and the flame is always burning, hence risks of accidents at work are very high.
Higher risks of metal loss.
Significant emission of fumes, whose recovery is very expensive for the company, and development of a strong electromagnetic field.
A lot of consumables, such as crucibles, are used and worn out quickly, implying high operating costs.
The quality of the finished ingot (shininess, purity, flatness) is medium-high.
The furnace requires the constant presence of operators.
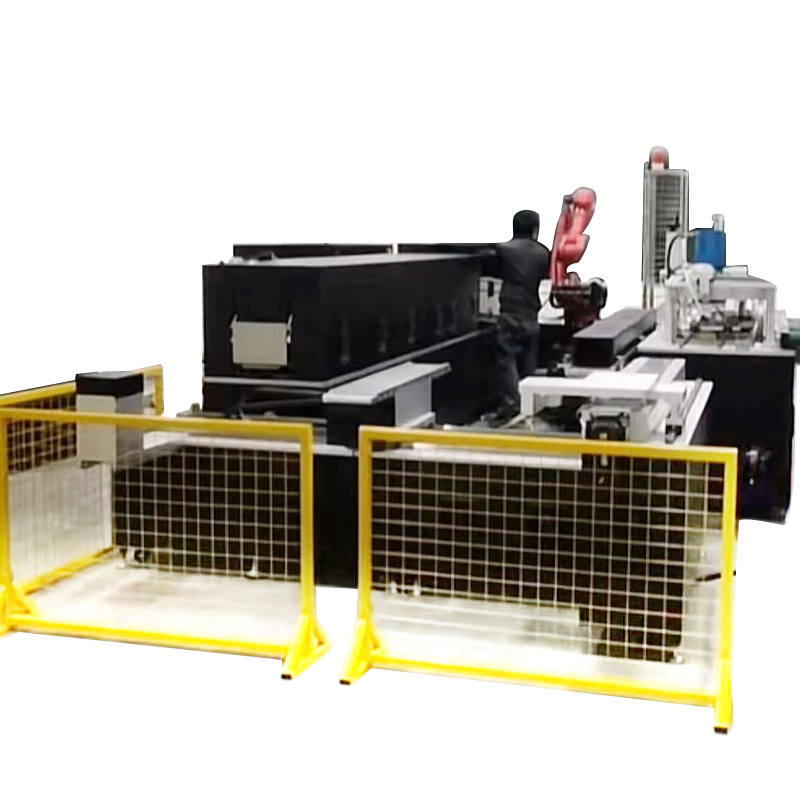
Tunnel Furnace Gold Vacuum Casting System
Processing materials: 999.9 gold coins; Furnace control module: Triode ingot collection Gold weighs 15kg;
productivity: 4 blocks/hour, each block weighs 15kg;
Maximum working temperature: 1350-1400 degrees Celsius;
Type of protective gas: nitrogen; Air consumption: 5/H;
Furnace inlet water temperature and generator: up to 21 degrees Celsius;
Total water consumption: 12-13/H;
Required cooling water pressure: 3 to 3,5 bar;
Air flow required for ventilation: 0.1 m/s;
Required air pressure from the furnace: 6 bar;
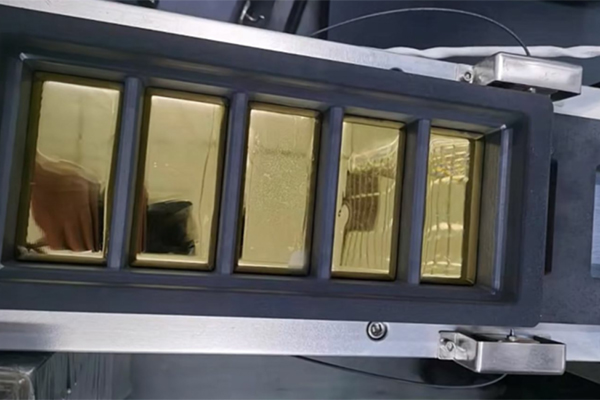
Report Type and Separator: Graphite 400 oz;
The total area of the furnace installation is 18.2M2, the length is 26500mm, and the width is 2800mm.
The melting tunnel node is controlled by the following areas/worksites:
Unloading zone
Designed in stainless steel. Application: To pack gold particles into graphite sheets. Main
components: Electric push-step device displacement.
Input parameter area Use:
Restrict outdoor air from entering the tunnel Cooling system: water Main components: mobile partition with pneumatic control, nozzle Inject nitrogen.
Melting zone Usage:
used for smelting gold particles Cooling system: water Main components: inductor lined with refractory cement, infrared
Temperature sensor, nitrogen delivery system
Cooling zone:
Purpose: to cool received ingots Cooling system: water Main components: mobile
partition with pneumatic control, nozzle Inject nitrogen. and vacuum.
Unloading zone:
Designed in stainless steel. Purpose:
Extract the finished product from the report.
Power Module, Overall Module: Power supply: 380v, 50Hz; 3 Phases Generator power:
60kW; others are 20KW. Total power required: 80KW
Control Zone:
Workspace for all furnaces
Product Display
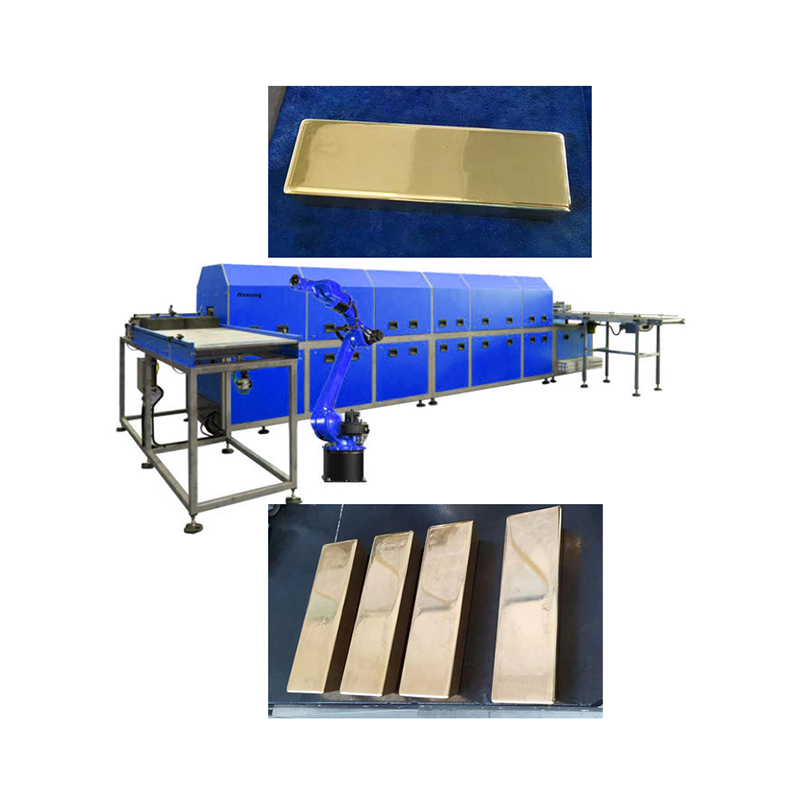


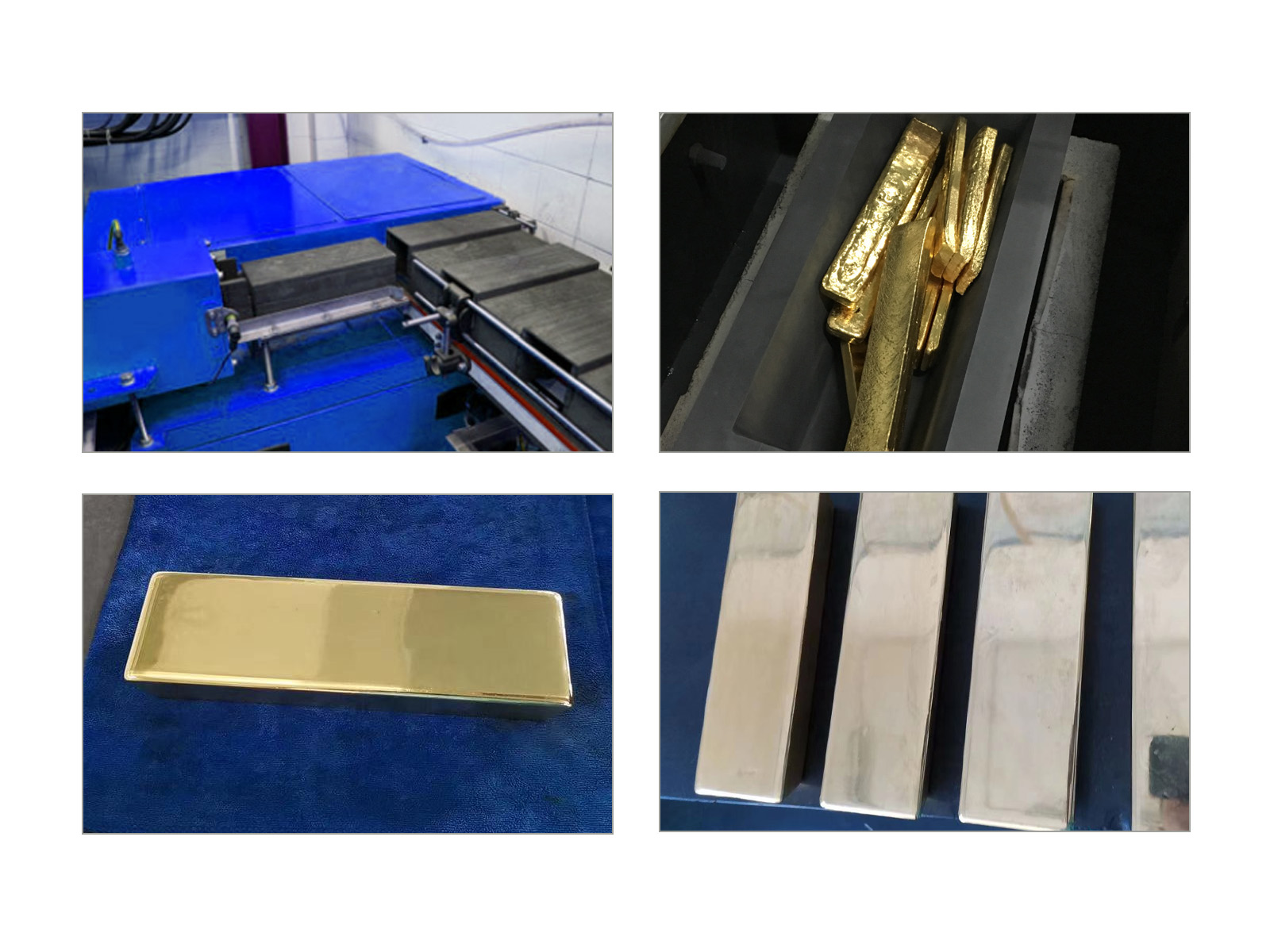
Product detail pictures:


Related Product Guide:
Innovation, excellent and reliability are the core values of our firm. These principles today more than ever form the basis of our success as an internationally active mid-size corporation for New Fashion Design for Gold Casting The Machine - Tunnel Type Gold Ingot Vacuum Casting System – Hasung , The product will supply to all over the world, such as: belarus, South Africa, Birmingham, We've customers from more than 20 countries and our reputation has been recognized by our esteemed customers. Never-ending improvement and striving for 0% deficiency are our two main quality policies. Ought to you want anything, don't hesitate to contact us.
We are really happy to find such a manufacturer that ensuring product quality at the same time the price is very cheap.
-

18 Years Factory Vacuum Casting Machine Price G...
-

High definition Vacuum Granulating Equipment -...
-

Hot Sale for Stainless Steel Jewelry Casting -...
-
Renewable Design for Pressure Vaccume Pt Gold C...
-

Newly Arrival Copper Rod Continuous Casting Mac...
-

China wholesale Gold Vacuum Granulating Machine...









